1) Рабочее поле (размер стола)
Рабочая зона определяет, какие каменные плиты можно обрабатывать без перестановок и дополнительных операций, которые увеличивают риск ошибки. Для мастерских ориентиром служат форматы около 700×1300 мм для табличек, небольших стел и декоративных элементов, 1200×2000 мм как универсальный размер под популярные плиты и 1500×2500 мм и больше для крупных заготовок и расширения ассортимента. При выборе рабочего поля также важно учитывать удобство загрузки, доступ к столу, организацию рабочего места и систему отвода воды и шлама.
2) Ход по оси Z и просвет под заготовку
Ось Z напрямую влияет на максимальную толщину камня, которую можно установить на стол, на глубину резьбы и на возможность использовать крепёж, подкладки и длинный инструмент. Недостаточный ход по Z ограничивает универсальность станка и усложняет работу с объёмными элементами. При этом увеличение хода Z требует более жёсткого портала и качественных направляющих, иначе возрастает вибрация и падает точность.
3) Конструкция: масса и жёсткость (ключевой фактор для гранита)
Камень не прощает слабую раму. Если станок «гуляет», появляются вибрации и «волна» на поверхности, сколы на краях, повышенный расход фрез и необходимость снижать подачи, чтобы не портить изделие. Лучший фрезерный станок по камню обычно имеет массивную стальную раму с усилениями, жёсткий портал, рассчитанный на нагрузку, а также виброустойчивую геометрию и качественную сборку.
4) Шпиндель: мощность, обороты, охлаждение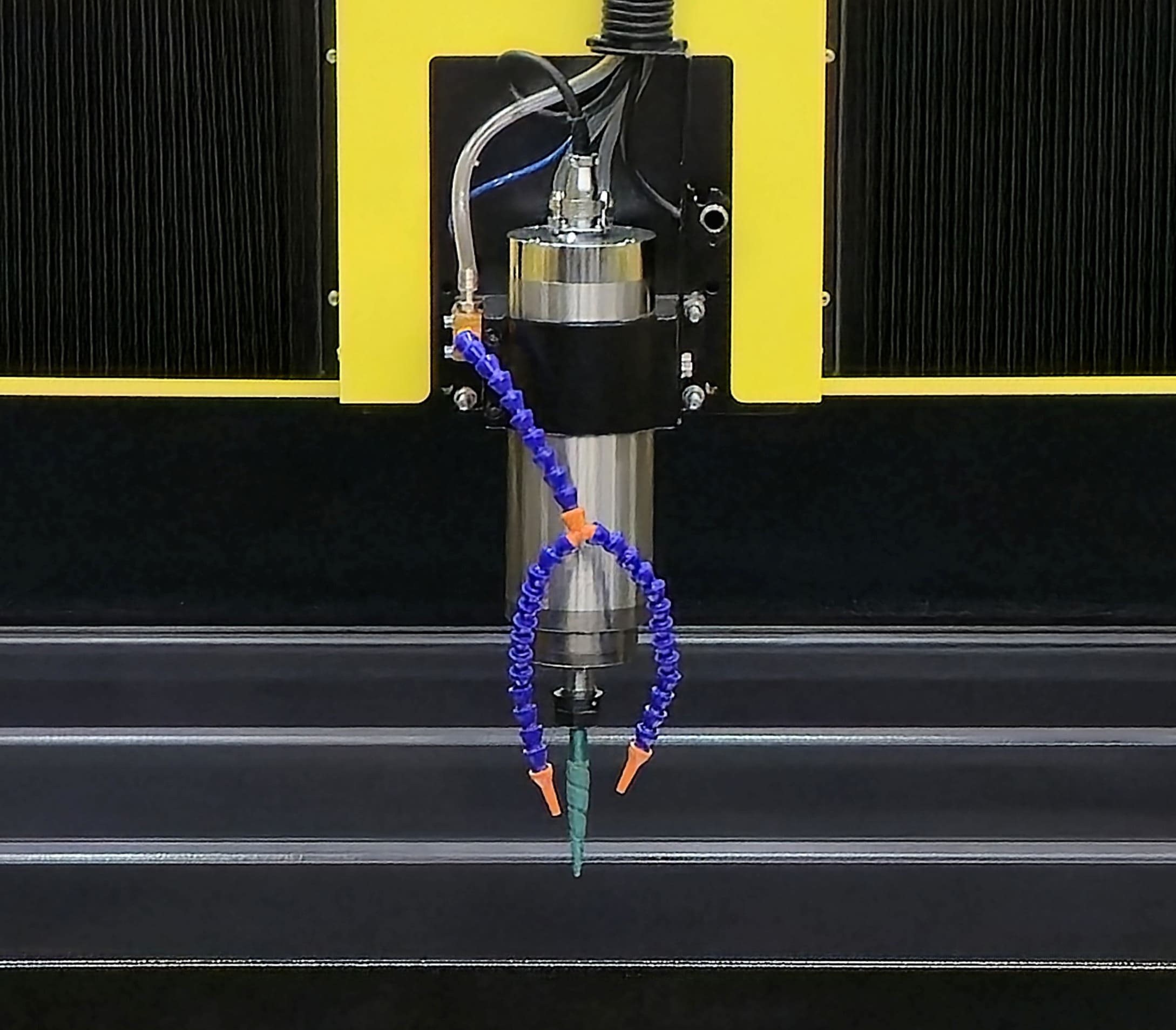
Шпиндель определяет стабильность резания и скорость выполнения операций. Для уверенной работы по граниту практичным минимумом считается мощность от 3 кВт, позволяющая работать с твёрдыми породами без постоянного снижения режимов. Водяное охлаждение предпочтительно для длительных циклов и влажной среды, а качественные цанги и минимальное биение напрямую влияют на чистоту поверхности, отсутствие сколов и срок службы инструмента. Важно учитывать реальный ресурс подшипников шпинделя и их поведение при непрерывной работе под нагрузкой. Немаловажным фактором является стабильность оборотов при изменяющемся сопротивлении материала в зоне резания. Также стоит обращать внимание на уровень вибраций шпиндельного узла, так как они напрямую отражаются на качестве поверхности. Дополнительным плюсом является удобство обслуживания шпинделя и доступность его ремонта или замены в случае износа.
5) Приводы X/Y: что лучше работает в камне
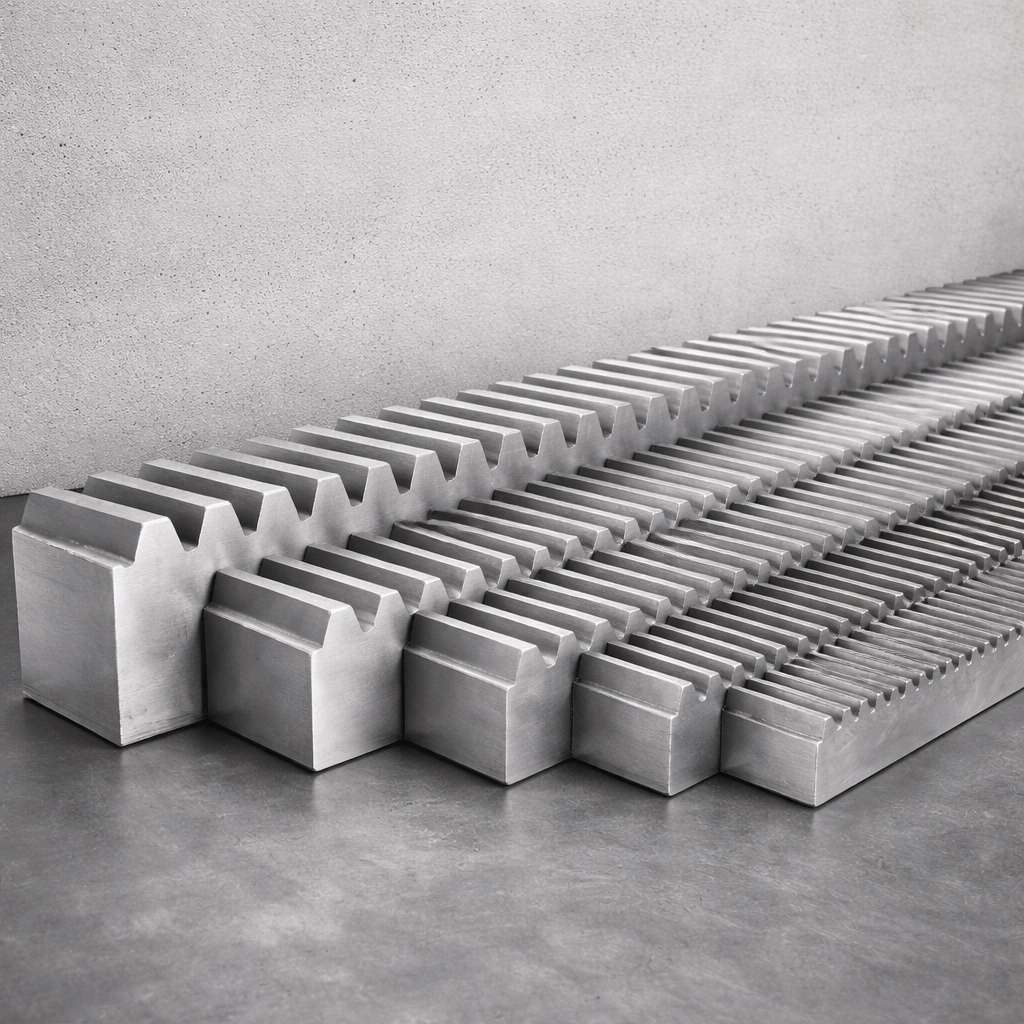 На длинных осях при работе с камнем важны тяга, ресурс и устойчивость к нагрузке. Часто оптимальным решением становятся зубчато-реечные передачи по осям X и Y — прямые или косозубые, рассчитанные на продолжительную эксплуатацию. При этом важно оценивать не только тип передачи, но и качество её исполнения, защиту от влаги и абразива, а также точность настройки. Существенную роль играет корректная регулировка преднатяга, от которой зависит плавность хода и отсутствие люфтов. Немаловажно учитывать, как реализована смазка зубчатых передач и насколько удобно её обслуживать в процессе эксплуатации. Также стоит обращать внимание на стабильность позиционирования при резких изменениях направления движения. Дополнительным преимуществом является возможность быстрой сервисной регулировки без полной разборки узла.
На длинных осях при работе с камнем важны тяга, ресурс и устойчивость к нагрузке. Часто оптимальным решением становятся зубчато-реечные передачи по осям X и Y — прямые или косозубые, рассчитанные на продолжительную эксплуатацию. При этом важно оценивать не только тип передачи, но и качество её исполнения, защиту от влаги и абразива, а также точность настройки. Существенную роль играет корректная регулировка преднатяга, от которой зависит плавность хода и отсутствие люфтов. Немаловажно учитывать, как реализована смазка зубчатых передач и насколько удобно её обслуживать в процессе эксплуатации. Также стоит обращать внимание на стабильность позиционирования при резких изменениях направления движения. Дополнительным преимуществом является возможность быстрой сервисной регулировки без полной разборки узла.
6) Направляющие и каретки: основа точности
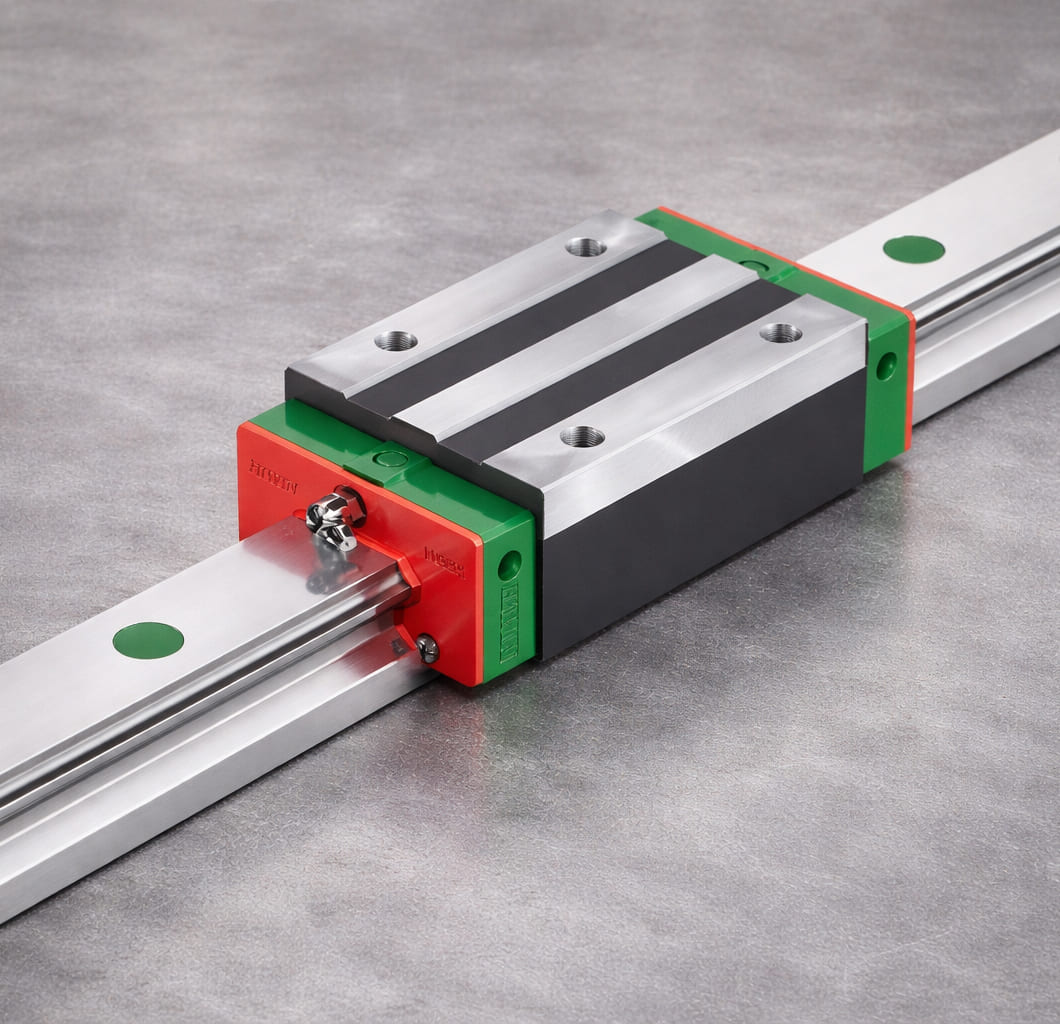 Направляющие формируют геометрию станка и отвечают за отсутствие люфтов при движении. Для гранита обычно выбирают линейные направляющие, рассчитанные на повышенную нагрузку, где размер порядка 20 мм и выше рассматривается как разумная отправная точка. Наличие нормальной системы смазки и защиты от воды и абразива критично, поскольку экономия на этих узлах почти всегда приводит к быстрому износу и ремонту. Важным аспектом является точность установки направляющих на раму и портал, так как даже небольшие отклонения отражаются на качестве обработки. Также стоит учитывать жёсткость кареток и их способность сохранять характеристики при длительной работе под нагрузкой. Немаловажно, как реализован отвод загрязнений из зоны направляющих в реальных цеховых условиях. Дополнительным преимуществом становится возможность оперативного обслуживания и замены элементов без длительного простоя оборудования.
Направляющие формируют геометрию станка и отвечают за отсутствие люфтов при движении. Для гранита обычно выбирают линейные направляющие, рассчитанные на повышенную нагрузку, где размер порядка 20 мм и выше рассматривается как разумная отправная точка. Наличие нормальной системы смазки и защиты от воды и абразива критично, поскольку экономия на этих узлах почти всегда приводит к быстрому износу и ремонту. Важным аспектом является точность установки направляющих на раму и портал, так как даже небольшие отклонения отражаются на качестве обработки. Также стоит учитывать жёсткость кареток и их способность сохранять характеристики при длительной работе под нагрузкой. Немаловажно, как реализован отвод загрязнений из зоны направляющих в реальных цеховых условиях. Дополнительным преимуществом становится возможность оперативного обслуживания и замены элементов без длительного простоя оборудования.
7) Система управления и контроль нагрузки
Качественный контроллер снижает риск брака и одновременно защищает оборудование. Особенно полезны функции интеллектуального контроля нагрузки, которые позволяют автоматически корректировать подачу, если камень оказывается более твёрдым или режимы заданы слишком агрессивно. Также важны защита от программных ошибок и стабильная работа системы управления в цеховых условиях.
8) Сканер поверхности: ровный текст даже на «живой» плите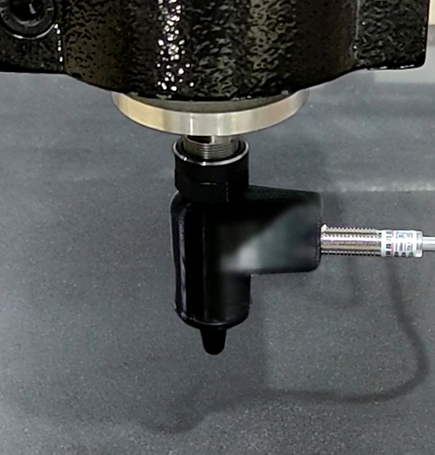
Каменные плиты почти всегда имеют небольшую кривизну или перепад по высоте, из-за чего без компенсации глубина текста и элементов резьбы получается неравномерной. Это приводит к визуально «плывущим» надписям и необходимости переделок. Сканер или пробник поверхности позволяет построить карту высот и выполнять фрезеровку с учётом неровностей, аккуратно работая даже по слегка изогнутой поверхности в пределах хода Z. Такая функция особенно полезна при работе с памятниками, где визуальное восприятие текста критично. Использование сканирования поверхности снижает количество ручных корректировок и повторных проходов. Это также упрощает работу оператора, уменьшая зависимость результата от его опыта. В условиях серийного производства сканер помогает поддерживать стабильное качество от изделия к изделию.
9) Влагозащита и брызгозащита
В процессе работы вода и абразивный шлам активно разлетаются по рабочей зоне и быстро разрушают узлы без защиты. Поэтому необходимо обращать внимание на защиту направляющих, реек и подшипников, герметизацию кабелей, разъёмов и датчиков, а также на то, как реализован отвод воды и шлама. Без этих решений абразив накапливается на механике и ускоряет износ оборудования.
10) Контроль износа инструмента и автокоррекция
По мере износа фрезы ухудшается качество поверхности и нарушается точность размеров. При отсутствии контроля растёт количество сколов и увеличивается процент брака. Система контроля износа и автоматической коррекции позволяет поддерживать стабильный результат и особенно ценна при серийной обработке камня.
11) Серводвигатели или шаговые
В обработке камня пропуск шага часто означает полностью испорченную деталь. Шаговые двигатели привлекают более низкой ценой, но при перегрузке могут терять позиционирование. Серводвигатели с обратной связью лучше удерживают траекторию, повышают точность и значительно снижают риск брака при работе на твёрдых породах.
Каждый из этих критериев важен сам по себе, но максимальный эффект они дают только в правильно сбалансированной конструкции. Игнорирование хотя бы одного пункта часто приводит к снижению точности, росту износа или нестабильному качеству изделий. Именно поэтому при сравнении станков ЧПУ по камню стоит смотреть не на отдельные характеристики, а на их совокупность и реализацию в конкретной модели.
Опции, которые повышают качество и окупаются в работе
Если выбираете станок «в долгую», полезно заранее предусмотреть централизованную систему смазки — ручную или автоматическую, корректно реализованную систему подачи воды и сбора шлама, датчик длины инструмента для быстрой и безопасной переналадки, а также сервисную поддержку, доступность запчастей, обучение персонала и понятную гарантию от поставщика.
Помимо базовых характеристик станка, именно такие опции чаще всего определяют, насколько стабильно оборудование будет работать в реальных цеховых условиях. При обработке камня механика постоянно испытывает воздействие воды, абразивного шлама и высокой нагрузки, поэтому системы, которые снижают износ и человеческий фактор, напрямую влияют на ресурс станка. Централизованная смазка обеспечивает равномерное обслуживание направляющих и передач, снижает риск сухого хода и преждевременного износа. Грамотно организованная подача воды и эффективный сбор шлама предотвращают накопление абразива в зоне портала и на подвижных узлах, что положительно сказывается на сроке службы реек, кареток и подшипников. Датчик длины инструмента значительно сокращает время переналадки и уменьшает вероятность ошибок оператора, особенно при серийной фрезеровке текста, портретов и декоративных элементов. Наличие официального сервиса и доступных запасных частей критично для мастерских и производств, где простой оборудования означает прямые финансовые потери и срыв сроков. Обучение операторов и понятная техническая документация позволяют быстрее выйти на стабильное качество и избежать типичных ошибок на старте эксплуатации.
Частые ошибки при покупке фрезерного станка по камню
Одна из самых распространённых ошибок — покупка «универсального» станка, который изначально проектировался под дерево/ пластик.
Вторая типичная ошибка — ориентация только на цену без оценки жёсткости, защиты и ресурса узлов. Часто недооценивают направляющие и смазку, хотя именно они определяют долговечность и точность. Ещё одна серьёзная ошибка — отказ от сканера поверхности при фрезеровке текста на памятниках. Также быстро приводит к проблемам слабая брызгозащита — быстрый износ реек и направляющих.
Дополнительно многие покупатели не учитывают реальные условия цеха и длительность рабочих циклов, ориентируясь только на паспортные характеристики. Часто игнорируется вопрос сервисной поддержки и наличия запасных частей, что становится критичным при первой же поломке. Ошибкой является и выбор станка без запаса по жёсткости и мощности, когда оборудование работает на пределе возможностей уже с первых месяцев эксплуатации. Нередко недооценивается влияние вибраций на ресурс инструмента, что приводит к перерасходу фрез и ухудшению качества поверхности. В итоге все эти ошибки складываются в системную проблему, когда станок формально «работает», но не обеспечивает стабильного качества и предсказуемой экономики производства. Дополнительный риск создаёт отсутствие ясных требований к точности и повторяемости, из-за чего сложно объективно сравнивать предложения разных производителей.
Чек-лист перед покупкой
Перед покупкой фрезерного станка по камню важно зафиксировать не только цену и сроки поставки, но и полный набор технических и эксплуатационных параметров. На этом этапе закладывается понимание, насколько оборудование действительно соответствует заявленным задачам и условиям работы.
Чёткий чек-лист позволяет сравнивать предложения разных поставщиков на одинаковой основе. Он также снижает риск того, что важные детали окажутся «за кадром» уже после подписания договора.
Перед оплатой запросите у поставщика:
-
спецификацию: рабочее поле, ход Z, шпиндель (кВт), тип приводов, направляющие;
-
как реализована смазка и что входит в базовую комплектацию;
-
фото/видео защиты от воды и шлама;
-
примеры реальных изделий по граниту/камню;
-
гарантию, сервис и наличие запасных частей.
После получения этой информации важно не просто формально её просмотреть, а сопоставить с реальными задачами производства. Обратите внимание на то, какие параметры подтверждены документально, а какие остаются на уровне устных обещаний. Желательно запросить дополнительные разъяснения или демонстрацию работы станка, если возникают сомнения. Такой подход позволяет принять взвешенное решение и избежать неприятных сюрпризов после ввода оборудования в эксплуатацию.